先日下準備を行っていたニスモのアルミ製タワーバーです。
先日下準備を行っていたニスモのアルミ製タワーバーです。
 それぞれの両端に全ネジを差し込み、針金を取り付けて吊るせるようにしています。
それぞれの両端に全ネジを差し込み、針金を取り付けて吊るせるようにしています。
 上下それぞれに針金を吊るしているのは1コート目と2コート目で上下を入れ替える為で、これにより塗りムラを解消して膜厚を均等にするようにしています。塗り方についてはどうしても長年体に染みついてしまった癖というのがあるので、被塗物の方を変えて強制的に均等化させようという感じですね。
上下それぞれに針金を吊るしているのは1コート目と2コート目で上下を入れ替える為で、これにより塗りムラを解消して膜厚を均等にするようにしています。塗り方についてはどうしても長年体に染みついてしまった癖というのがあるので、被塗物の方を変えて強制的に均等化させようという感じですね。
 こちらは台座=土台部分です。
こちらは台座=土台部分です。
 土台と蓋で結晶目が変わるのが嫌なので、本塗り時はこの様に仮置きした状態で塗るようにしています。フェラーリのヘッド&プラグカバーを塗る時もこれと同じ方式ですね。左右と位置も判るよう裏側に印を付けてあります。
土台と蓋で結晶目が変わるのが嫌なので、本塗り時はこの様に仮置きした状態で塗るようにしています。フェラーリのヘッド&プラグカバーを塗る時もこれと同じ方式ですね。左右と位置も判るよう裏側に印を付けてあります。
 また結晶目の確認の為、本塗りの前の試験的な感じでこちらを塗装します。趣味で作っている色見本キーホルダーの背板のパーツですね。
また結晶目の確認の為、本塗りの前の試験的な感じでこちらを塗装します。趣味で作っている色見本キーホルダーの背板のパーツですね。
 それとは別に、5mm厚のアクリル板(画像手前)を塗りました。
それとは別に、5mm厚のアクリル板(画像手前)を塗りました。
 それぞれを恒温器に入れ、80℃程の熱を掛けた状態です。
それぞれを恒温器に入れ、80℃程の熱を掛けた状態です。
 それぞれ塗り回数(膜厚)を変えて結晶目の確認をしています。
それぞれ塗り回数(膜厚)を変えて結晶目の確認をしています。
 5ミリ厚のアクリル板で丁度良い感じの結晶目が出たので、これを目標として本塗りに挑みます。
5ミリ厚のアクリル板で丁度良い感じの結晶目が出たので、これを目標として本塗りに挑みます。
 尚今回は単なる黒の結晶塗装では無く、この時をイメージしたブルーパール(パウダーパール)を入れて光が当たった時に青味が出るようにします。
尚今回は単なる黒の結晶塗装では無く、この時をイメージしたブルーパール(パウダーパール)を入れて光が当たった時に青味が出るようにします。
 クリアーコートして艶を出した場合はパールが活きる(パール感が際立つ)のですが、結晶塗装のように艶の無い状態だとパール感をさほど感じられなくなるので、少し多めに入れるよう意識しています。
クリアーコートして艶を出した場合はパールが活きる(パール感が際立つ)のですが、結晶塗装のように艶の無い状態だとパール感をさほど感じられなくなるので、少し多めに入れるよう意識しています。
 色板(テストピース)に塗った時の感じをイメージし、本塗りを行います。
色板(テストピース)に塗った時の感じをイメージし、本塗りを行います。
 スプレーガンのノズルを90度回してパターンを横向きにし、ガンを上下にスライドして塗っています。尚、裏表は気にせず、どちらも理想の結晶目になるように塗っています。ウェットで4コートといった感じですね。
スプレーガンのノズルを90度回してパターンを横向きにし、ガンを上下にスライドして塗っています。尚、裏表は気にせず、どちらも理想の結晶目になるように塗っています。ウェットで4コートといった感じですね。
 続けて土台部分です。
続けて土台部分です。
 今回は全部恒温器に入るサイズだったので、赤外線ヒーターでは無くそちらに入れて熱を掛ける事にしました。
今回は全部恒温器に入るサイズだったので、赤外線ヒーターでは無くそちらに入れて熱を掛ける事にしました。
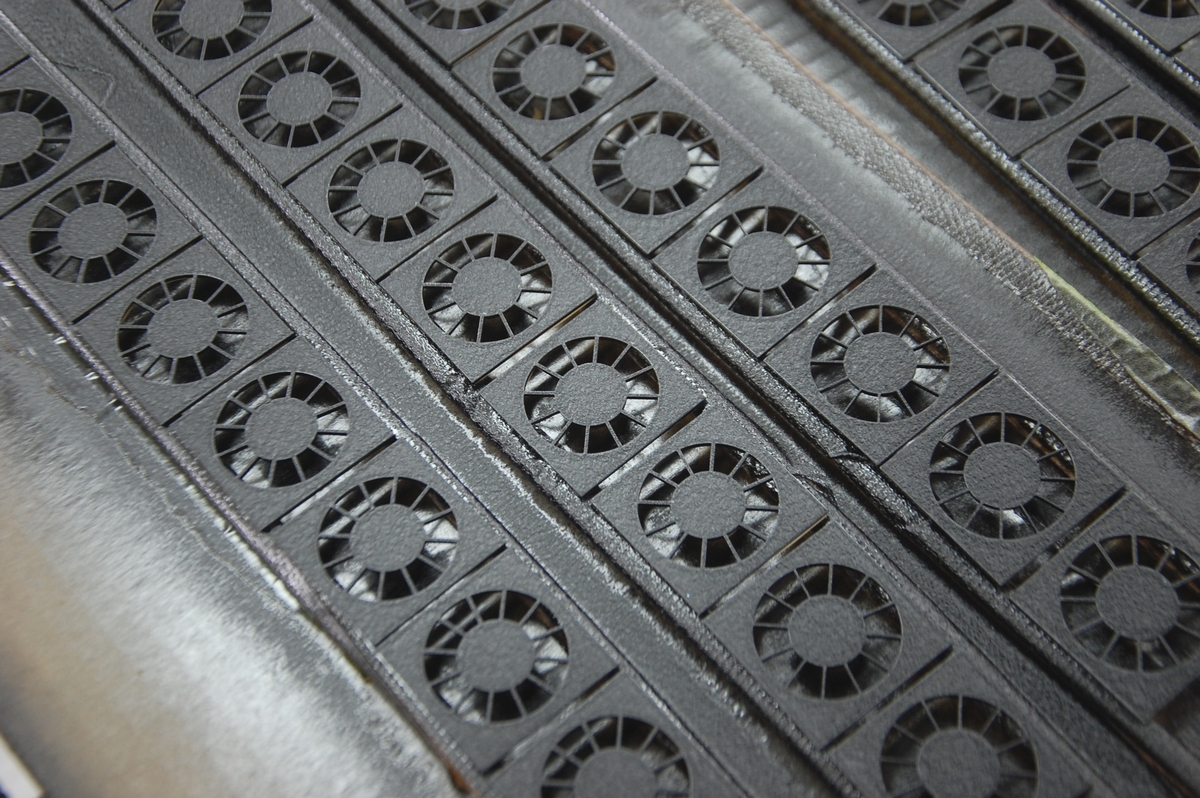
 120℃30分程の熱を掛けて焼付け完了です。
120℃30分程の熱を掛けて焼付け完了です。
 良い感じの結晶目になったと思います。
良い感じの結晶目になったと思います。
 各マスキングは焼き付けた直後の熱々の状態で剥がしておきます。冷えると糊が固まって剥がし難い&糊の痕が残ってしまう為ですね。
各マスキングは焼き付けた直後の熱々の状態で剥がしておきます。冷えると糊が固まって剥がし難い&糊の痕が残ってしまう為ですね。
 土台と蓋とで同じ膜厚になる事により結晶目が揃いました。
土台と蓋とで同じ膜厚になる事により結晶目が揃いました。
 結晶塗装に使う塗料=リンターは熱硬化型の1液タイプで、マニュアル上だと120℃20分で硬化(熱重合)する筈ですが、どうもそれだけだと柔らかい感じがするので、後日もう一度同じくらいの熱を掛けるようにしています(2度焼き)。
結晶塗装に使う塗料=リンターは熱硬化型の1液タイプで、マニュアル上だと120℃20分で硬化(熱重合)する筈ですが、どうもそれだけだと柔らかい感じがするので、後日もう一度同じくらいの熱を掛けるようにしています(2度焼き)。
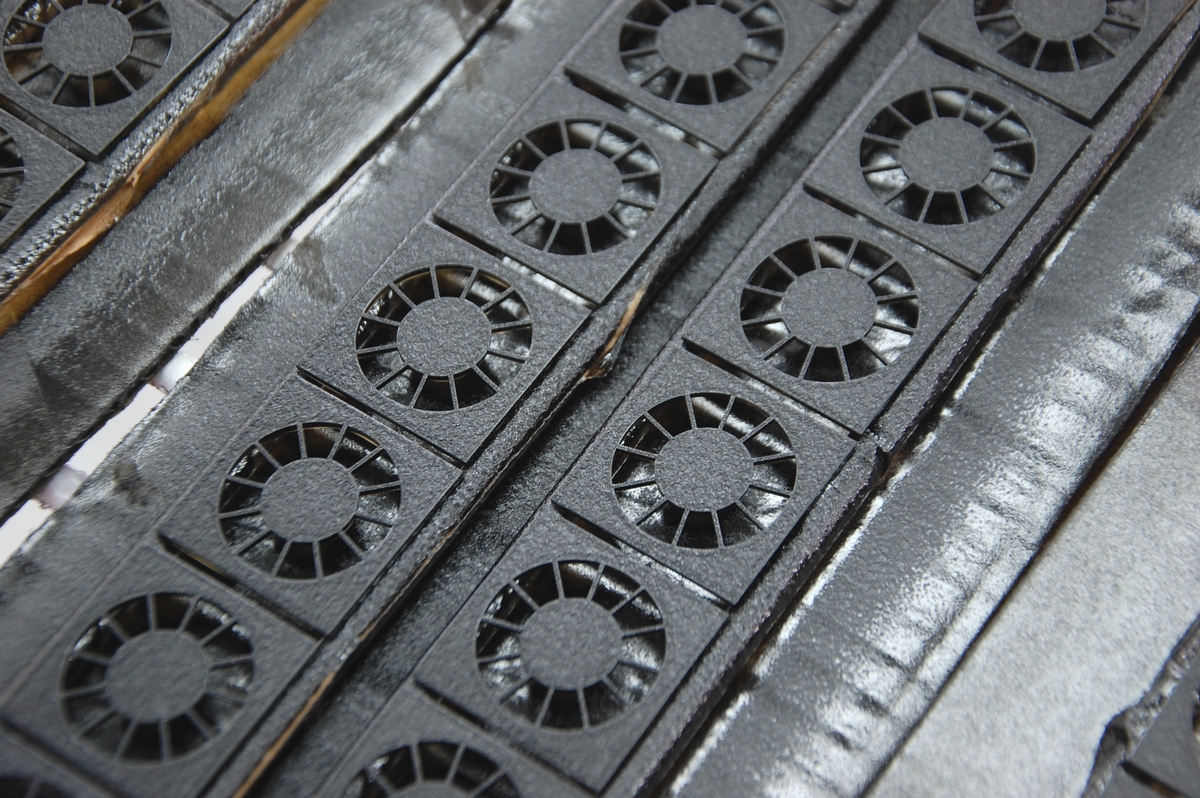
 こちらも均一で良い感じに結晶目が出たと思います。
こちらも均一で良い感じに結晶目が出たと思います。
 尚、現在はこちらの塗料=リンターが入手不可能ですのでお受付はしていません。
尚、現在はこちらの塗料=リンターが入手不可能ですのでお受付はしていません。
>結晶塗装 受付停止のお知らせ
今回は以前からお問合せを頂いていたと言う事で在庫していた分で対応しています。今残っている塗料もいずれ消費期限が切れて使い物にならない(縮れない)事になってしまうので、今回は特別といった感じですね。
 そもそもこの様に全体を均一に結晶目を出すのが非常に難しく、3回に一回は塗り直し→溶剤槽に浸けて塗膜とマスキングを剥がして一からやり直し!!とするのが体力的・採算的に難しいと言う事もあり、塗料が廃盤になったのは良いきっかけという所でもありました。
そもそもこの様に全体を均一に結晶目を出すのが非常に難しく、3回に一回は塗り直し→溶剤槽に浸けて塗膜とマスキングを剥がして一からやり直し!!とするのが体力的・採算的に難しいと言う事もあり、塗料が廃盤になったのは良いきっかけという所でもありました。
 尚現代ではパウダータイプの結晶塗装があり、そちらであれば電気的に膜厚を均一に出来ますから、それに対応しているショップさんに相談すれば結晶塗装の可否については問題は無いかと思います。
尚現代ではパウダータイプの結晶塗装があり、そちらであれば電気的に膜厚を均一に出来ますから、それに対応しているショップさんに相談すれば結晶塗装の可否については問題は無いかと思います。
 単体で見るとブルーパールの青味を感じにくいですが、
単体で見るとブルーパールの青味を感じにくいですが、
 最初に塗った色板(結晶塗装の黒のみ)と比べるとその違いがよく分かると思います。
最初に塗った色板(結晶塗装の黒のみ)と比べるとその違いがよく分かると思います。
この後は2度焼きを行い、さらに一週間程寝かしたら最初に剥がしたアルミシールを貼っておきます。
それでは完成次第改めて紹介をさせて頂きます。どうぞもう少々お待ちくださいませ!

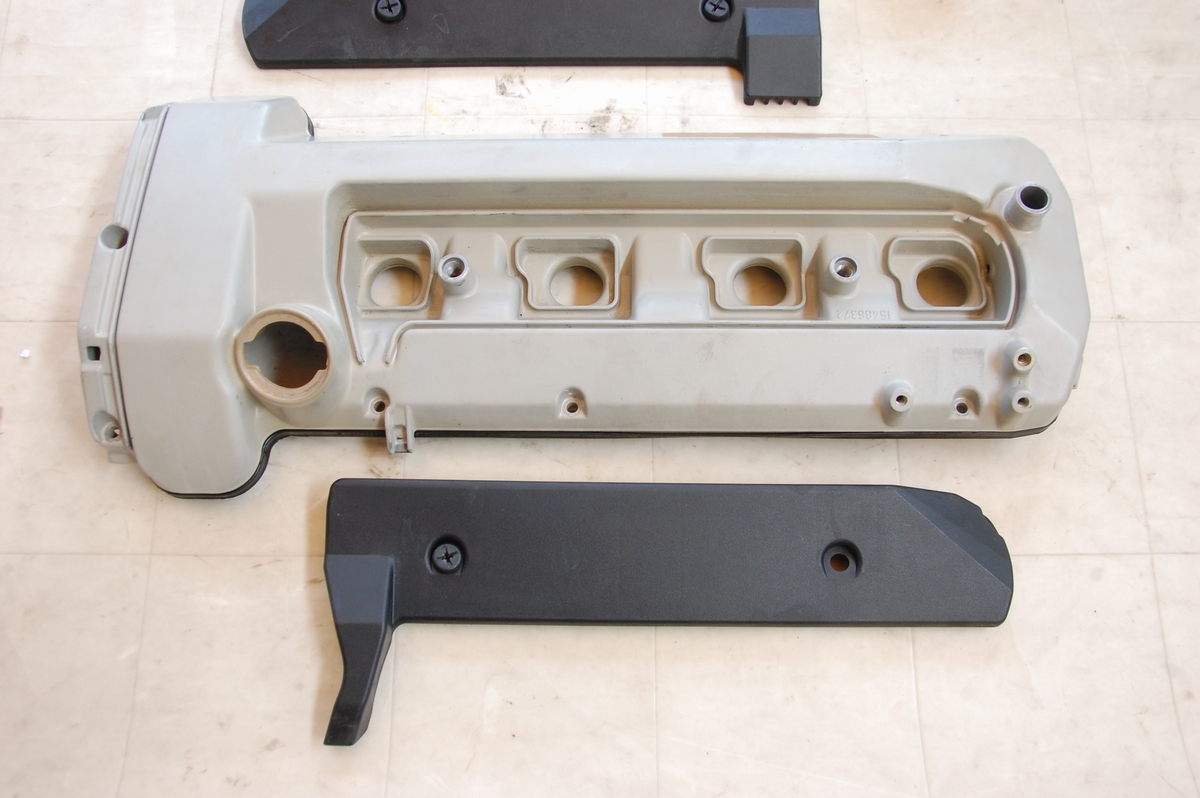
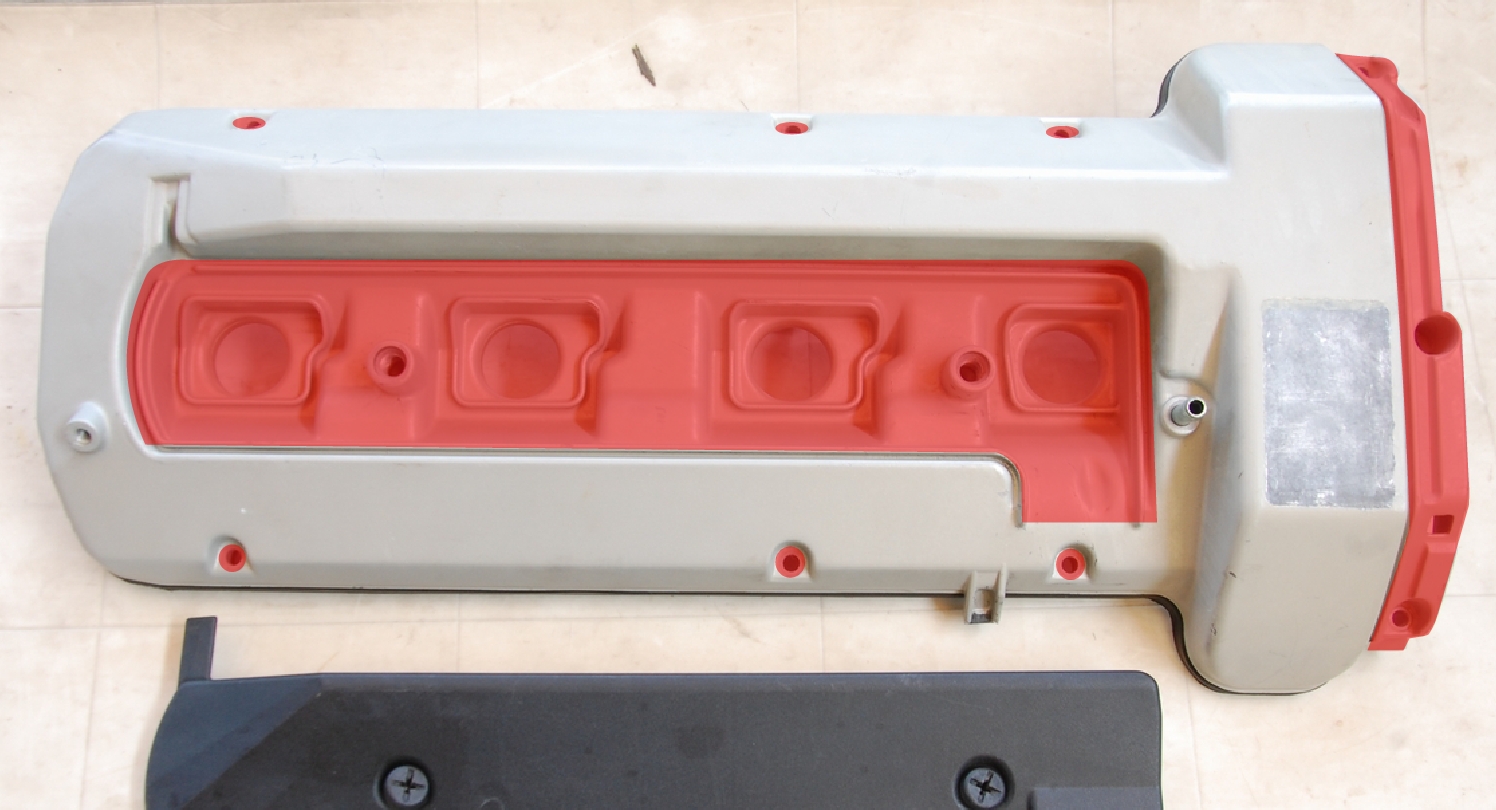
 先日剥離作業を行っておいたメルセデスベンツW124 E500のエンジンヘッドカバーです。その後再び溶剤槽に浸け置きをして残った塗膜を除去しておきました。
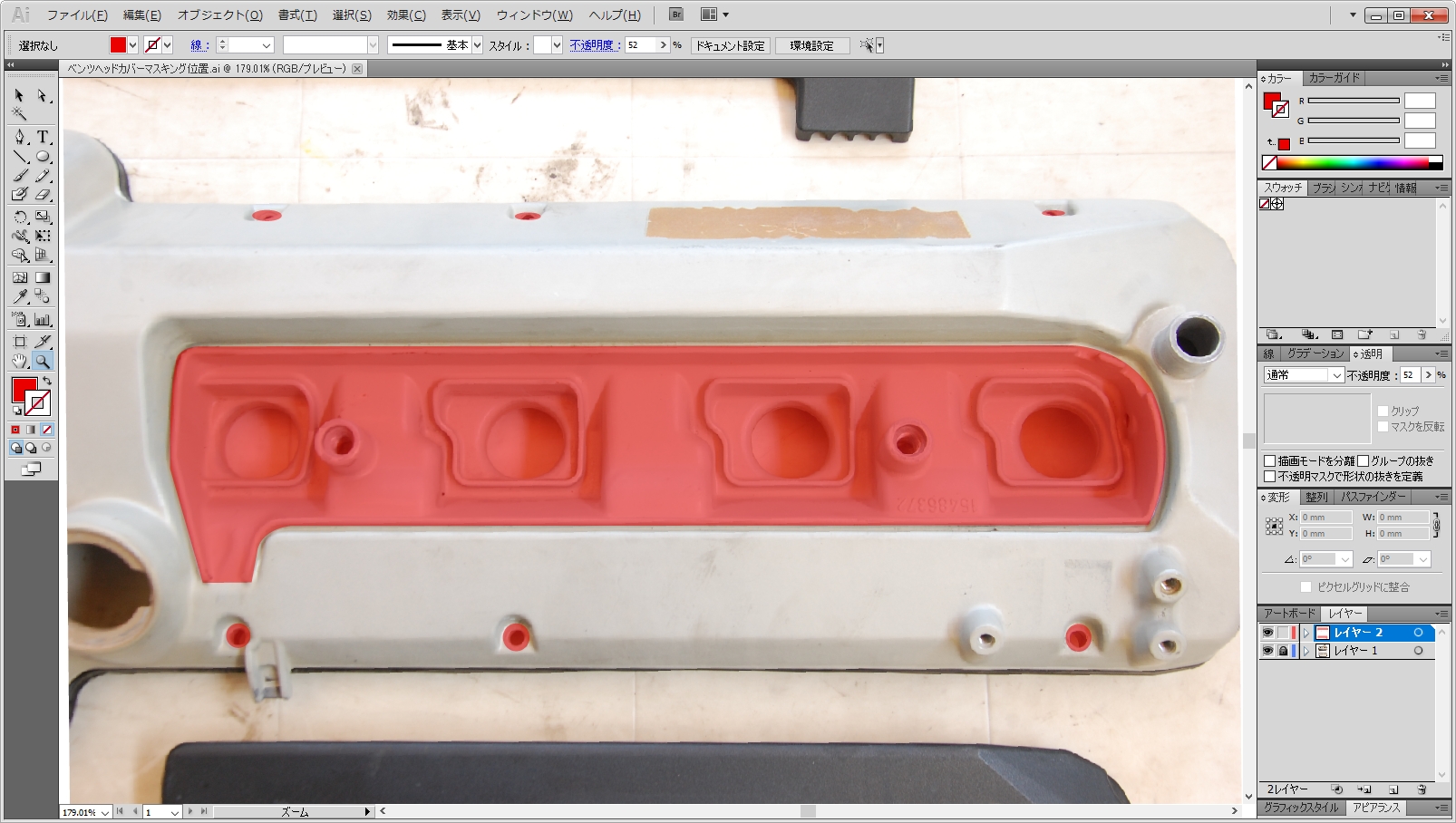
先日剥離作業を行っておいたメルセデスベンツW124 E500のエンジンヘッドカバーです。その後再び溶剤槽に浸け置きをして残った塗膜を除去しておきました。 今回はサンドブラストを行いますが、裏のバッフルプレートはリベット止めの為取り外す事が出来ないので、
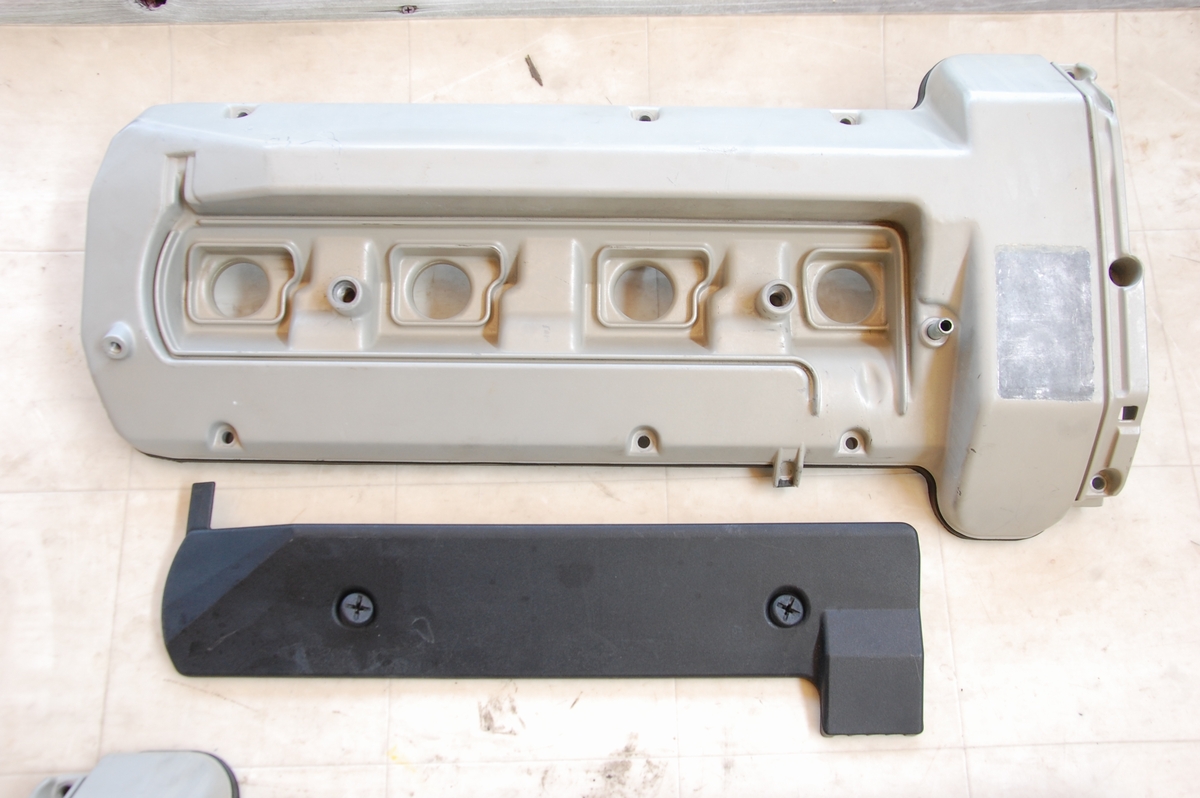
今回はサンドブラストを行いますが、裏のバッフルプレートはリベット止めの為取り外す事が出来ないので、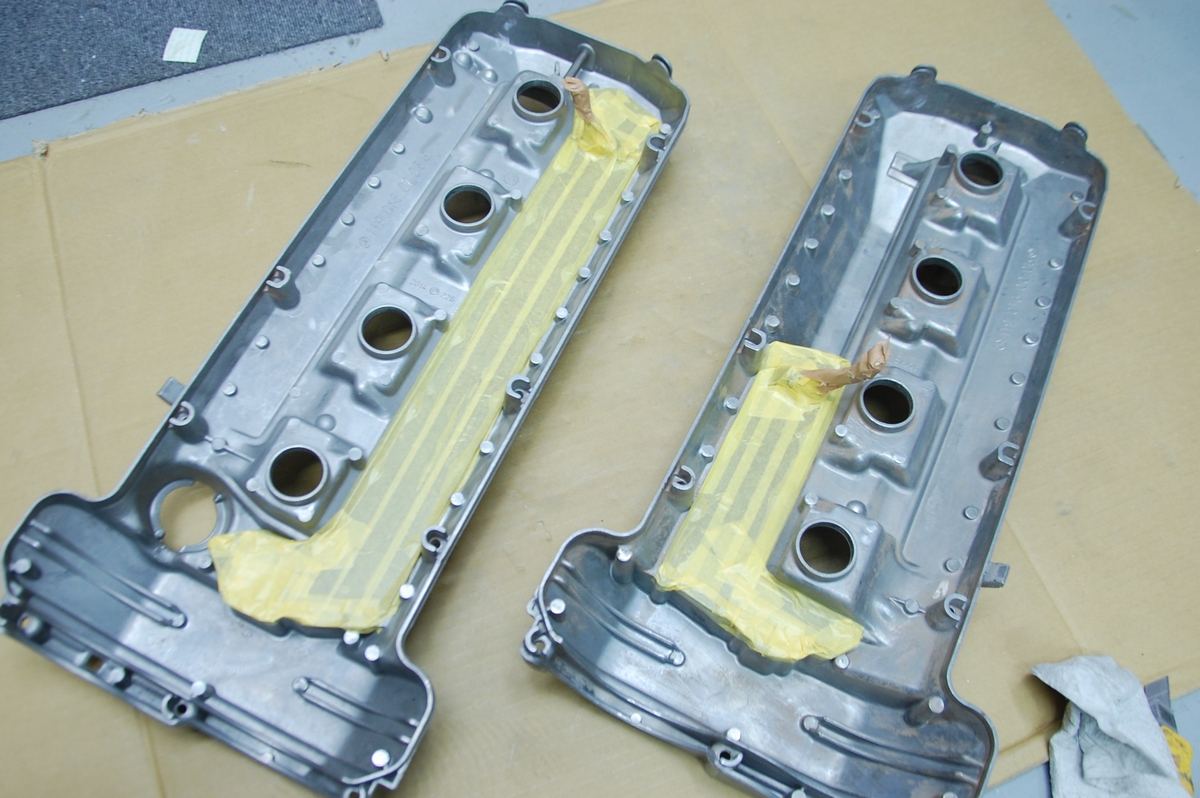 しっかりマスキングをしておきます。
しっかりマスキングをしておきます。 サンドブラストを行う場所は工場二階ベランダで、この時期は非常に暑い環境なのでもう少し涼しくなってから作業を行おうと思います。
サンドブラストを行う場所は工場二階ベランダで、この時期は非常に暑い環境なのでもう少し涼しくなってから作業を行おうと思います。