日産スカイラインR35 GT-R用の社外品ウェットカーボン製フロントグリルです。この度のご依頼、誠に有難う御座います!
日産スカイラインR35 GT-R用の社外品ウェットカーボン製フロントグリルです。この度のご依頼、誠に有難う御座います!
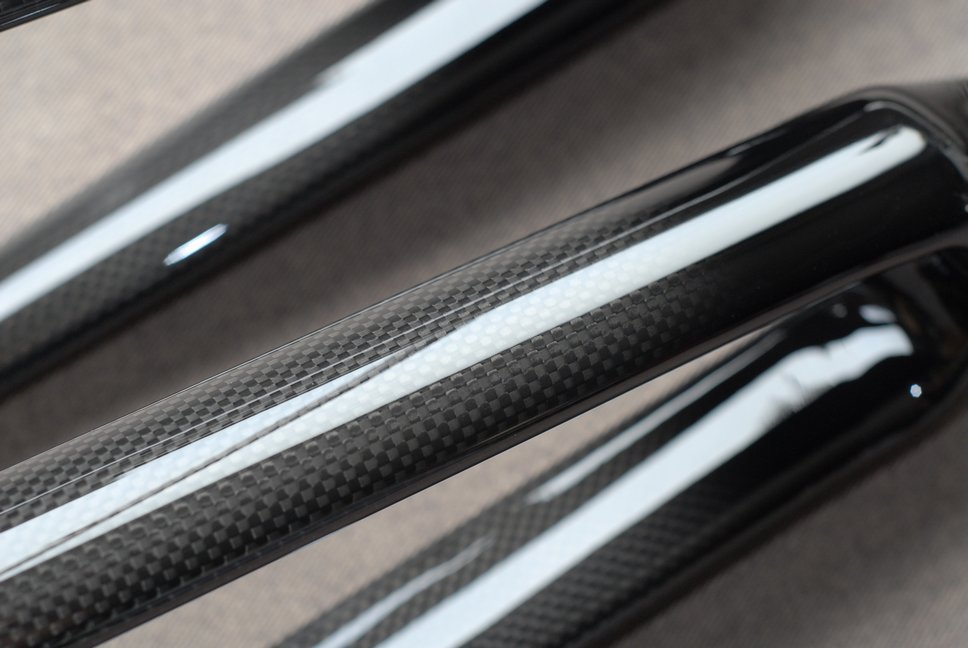
 現状はクリアーゲルコート仕上げで、表面はカーボン繊維の凸凹が出ていますので、まず一旦「研磨→クリアー塗装→完全硬化→研磨」といった工程で下地を作ってから上塗りとします。ご依頼はカーボン地をそのまま活かしたクリアー仕上げなので、サーフェサーの代わりにクリアーを使う方法ですね。
現状はクリアーゲルコート仕上げで、表面はカーボン繊維の凸凹が出ていますので、まず一旦「研磨→クリアー塗装→完全硬化→研磨」といった工程で下地を作ってから上塗りとします。ご依頼はカーボン地をそのまま活かしたクリアー仕上げなので、サーフェサーの代わりにクリアーを使う方法ですね。
 ゲルコートはポリエステル樹脂の為に耐候性が弱く、紫外線に当たると塗膜を構成する分子が酸化分解などの化学変化を起こします。経年で白くなっているのは(白亜化)、樹脂が劣化してボロボロになってしまっているからです。
ゲルコートはポリエステル樹脂の為に耐候性が弱く、紫外線に当たると塗膜を構成する分子が酸化分解などの化学変化を起こします。経年で白くなっているのは(白亜化)、樹脂が劣化してボロボロになってしまっているからです。
 アクリルポリウレタン系の樹脂は耐候性に強いという特徴があり、またその中でも耐候性の良いクリアーを使う事で長期間良い状態を保てるようになります。なので今回もクリアーは高品位なタイプのクリスタルクリアーで承っています。
アクリルポリウレタン系の樹脂は耐候性に強いという特徴があり、またその中でも耐候性の良いクリアーを使う事で長期間良い状態を保てるようになります。なので今回もクリアーは高品位なタイプのクリスタルクリアーで承っています。
 カーボン製品は型から抜いた後にフチをサンダーでカットしている為に鋭角で、こういった部分もクリアーの二度塗りで自然な感じに仕上げたいと思います。
カーボン製品は型から抜いた後にフチをサンダーでカットしている為に鋭角で、こういった部分もクリアーの二度塗りで自然な感じに仕上げたいと思います。
参考までに以前施工したカーボン製品の塗装事例を紹介します。
 DUCATIのアッパーカウルです。今回と同じくウェットカーボン製で、やはりクリアーの二度塗りで仕上げました。
DUCATIのアッパーカウルです。今回と同じくウェットカーボン製で、やはりクリアーの二度塗りで仕上げました。
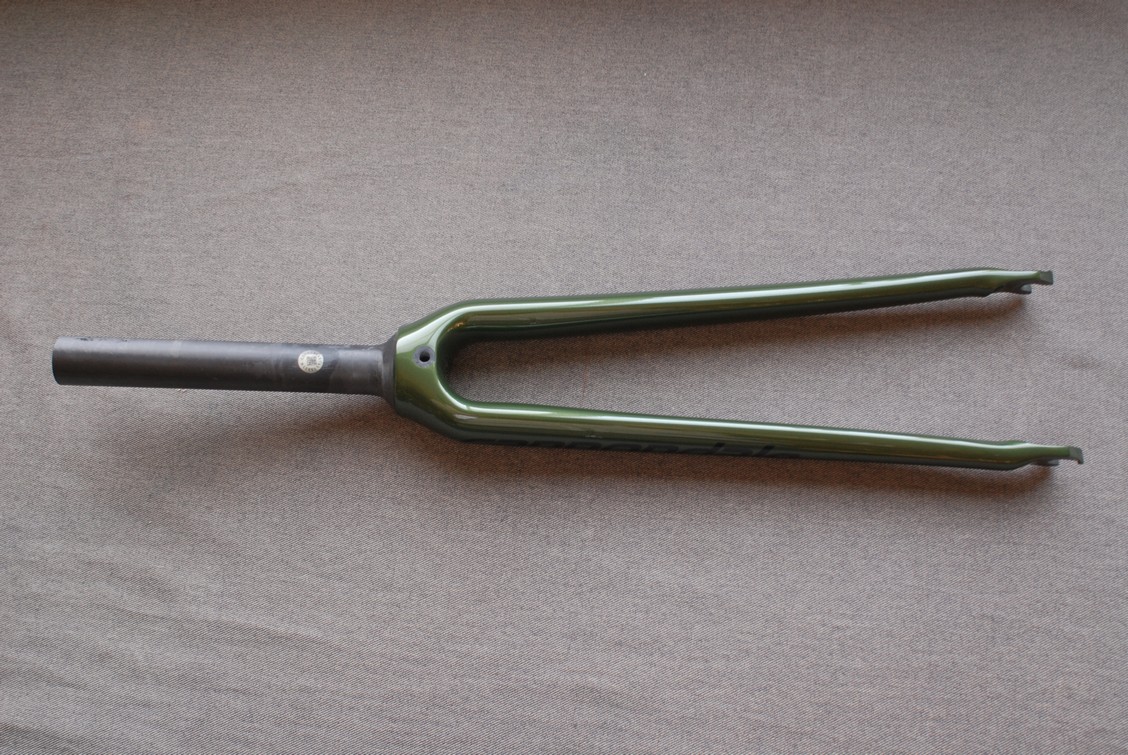
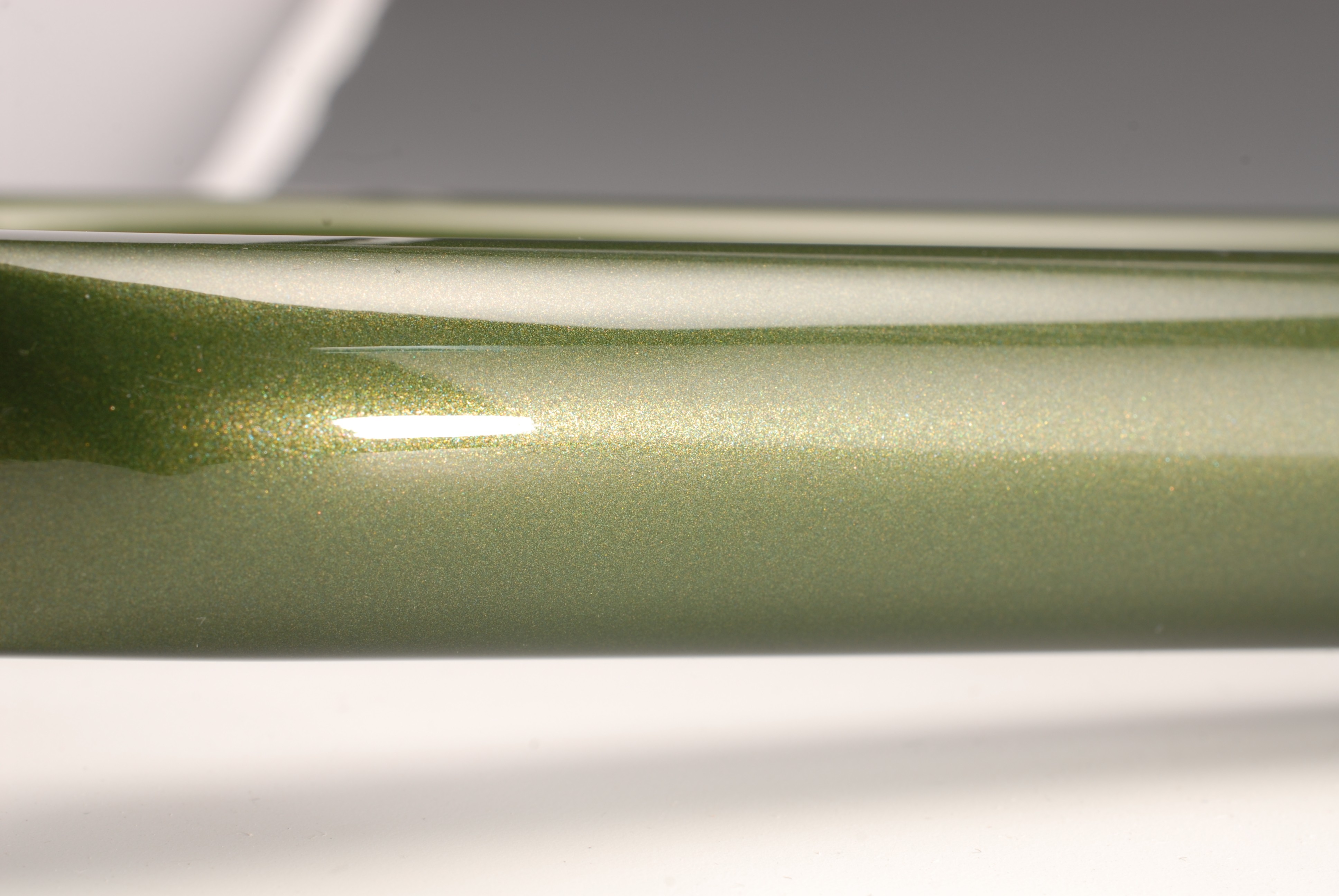
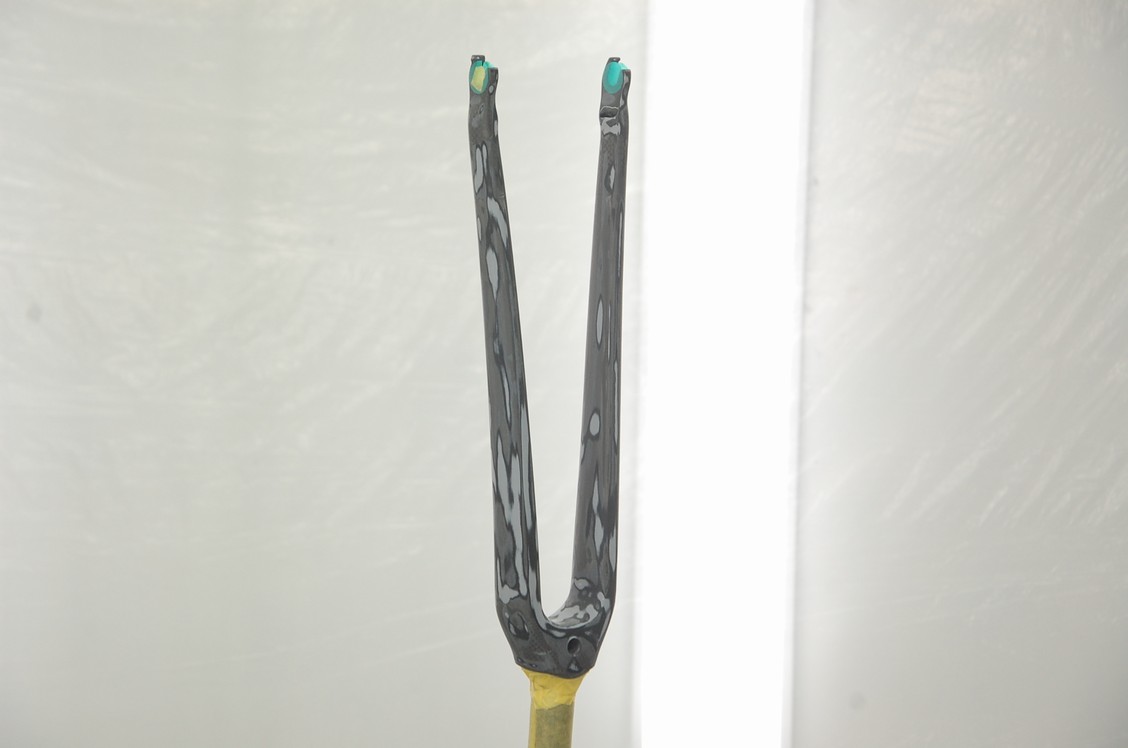
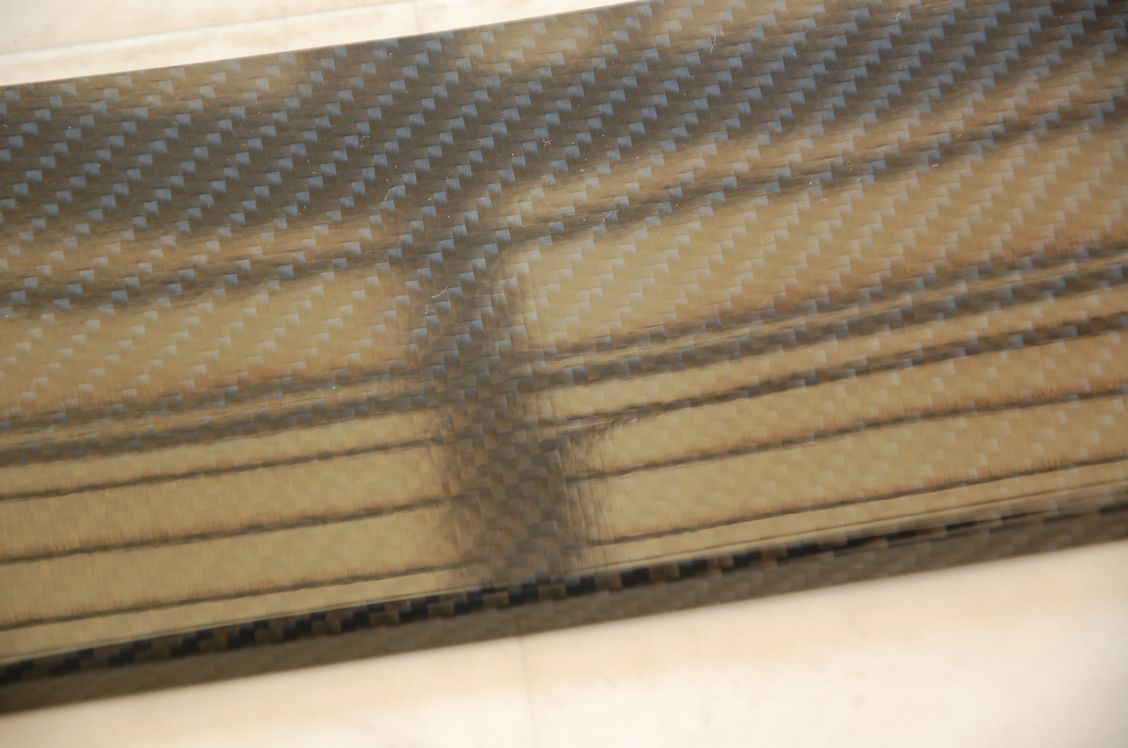
 こちらはGIOSの自転車フォークです。素材はドライカーボンですが、元々下地が出来ていた物をGIOSのロゴを削って消してクリアーで仕上げています。またカーボンの接着部分を目立たなくするようスモーク塗装も行っています。
こちらはGIOSの自転車フォークです。素材はドライカーボンですが、元々下地が出来ていた物をGIOSのロゴを削って消してクリアーで仕上げています。またカーボンの接着部分を目立たなくするようスモーク塗装も行っています。
それでは作業が進行しましたらまた紹介をさせて頂きます。改めましてこの度のご依頼、誠に有難う御座います!