 こちらもお待たせしました!クロスカブのヘッドカバーも無事本塗り完了しておりますのでご安心下さいませ。
こちらもお待たせしました!クロスカブのヘッドカバーも無事本塗り完了しておりますのでご安心下さいませ。
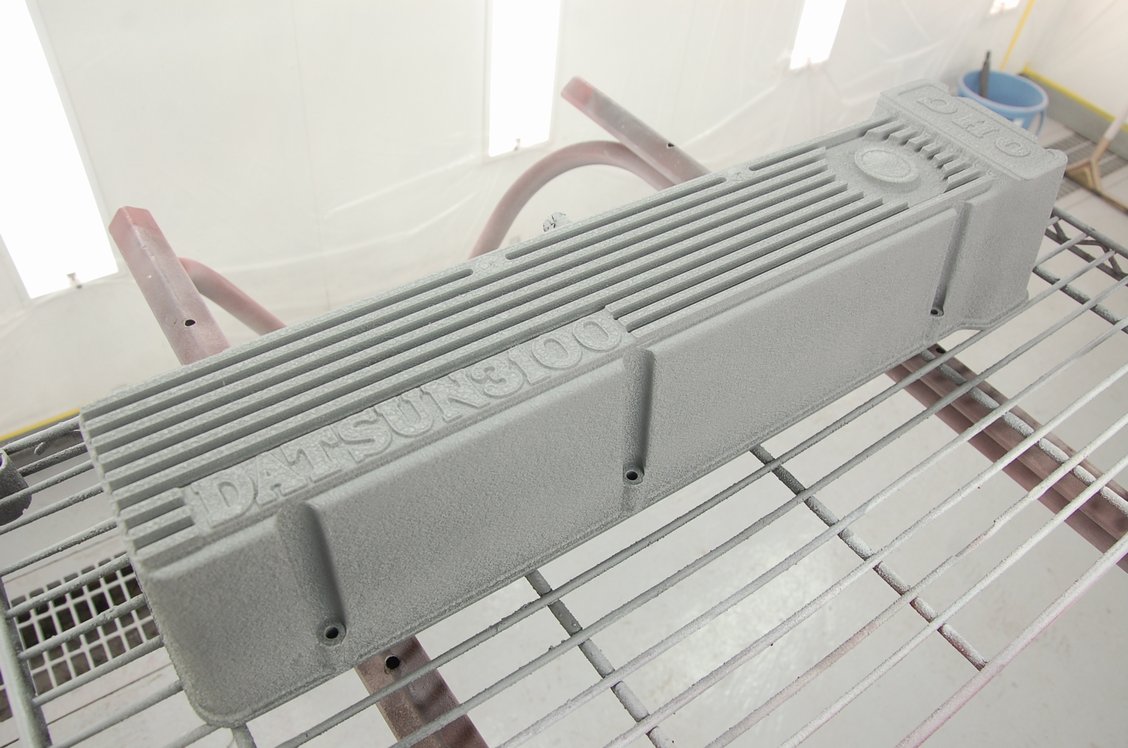
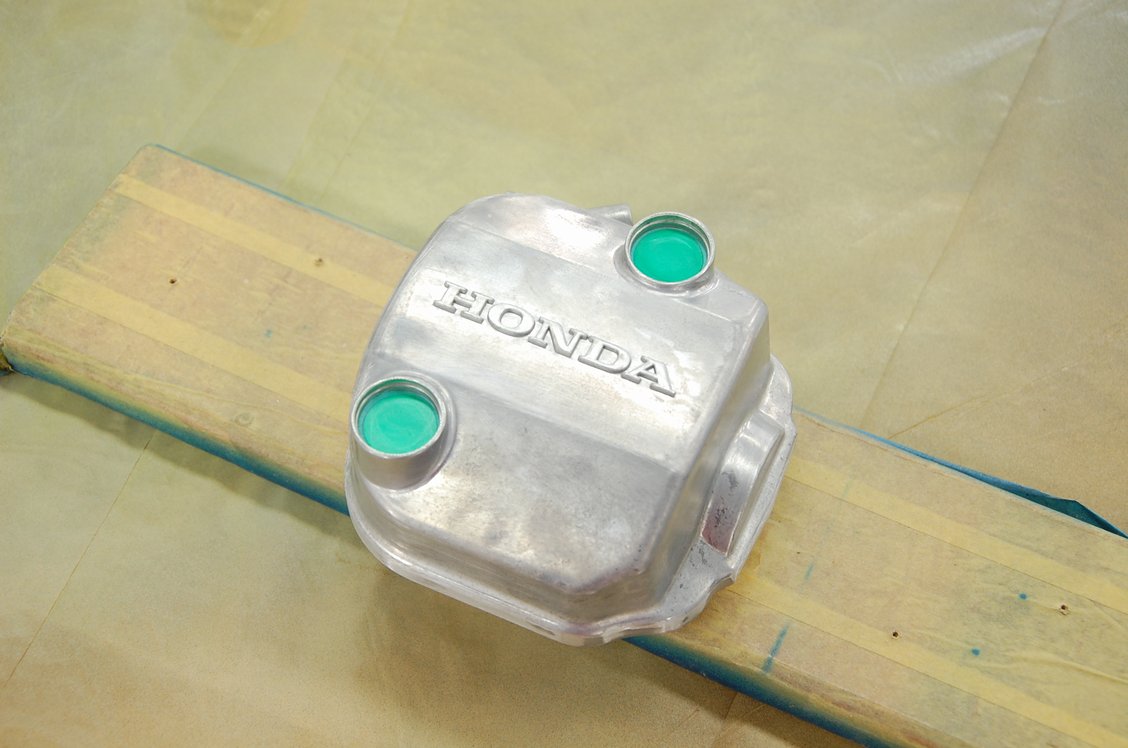
部品は新品で、その場合素地の表面に油が塗ってある場合があるので一旦シンナーで洗浄後にリン酸処理を行っています。多少の油分ならリン酸で除去出来ますが、明らかな油膜だとリン酸溶液が弾いてしまいそこだけ効かないので新品でも脱脂洗浄が必要なのです。
 まずはプライマーを塗布し、
まずはプライマーを塗布し、
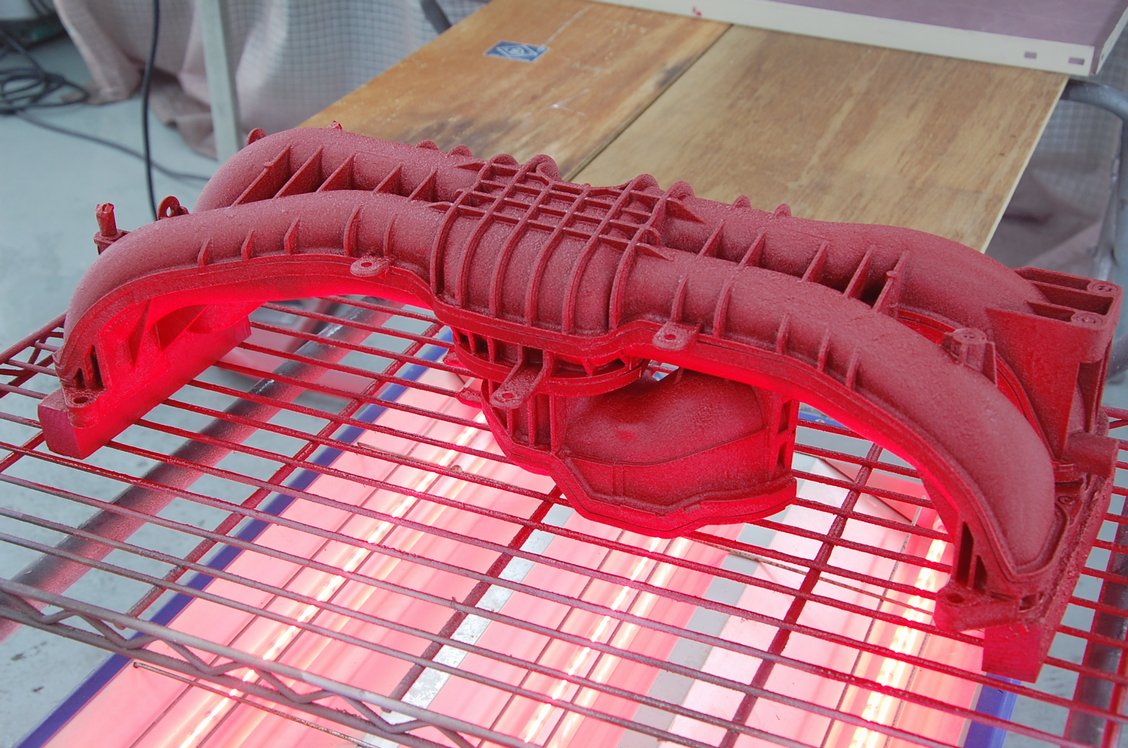
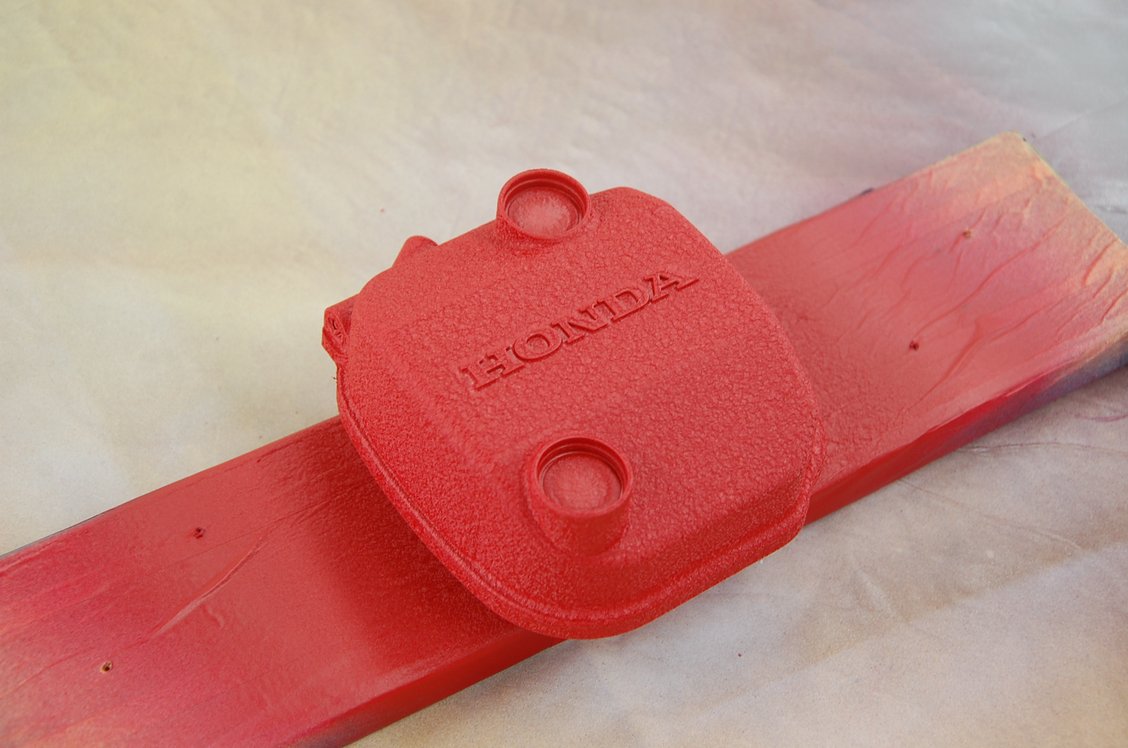 結晶塗装の赤を本塗り後、140℃程の熱を掛けて塗膜を硬化させます。
結晶塗装の赤を本塗り後、140℃程の熱を掛けて塗膜を硬化させます。
 結晶塗装は通常使用している2液硬化性のアクリルウレタン塗料と違い、1液熱硬化型のメラミン系の塗料となります。
結晶塗装は通常使用している2液硬化性のアクリルウレタン塗料と違い、1液熱硬化型のメラミン系の塗料となります。
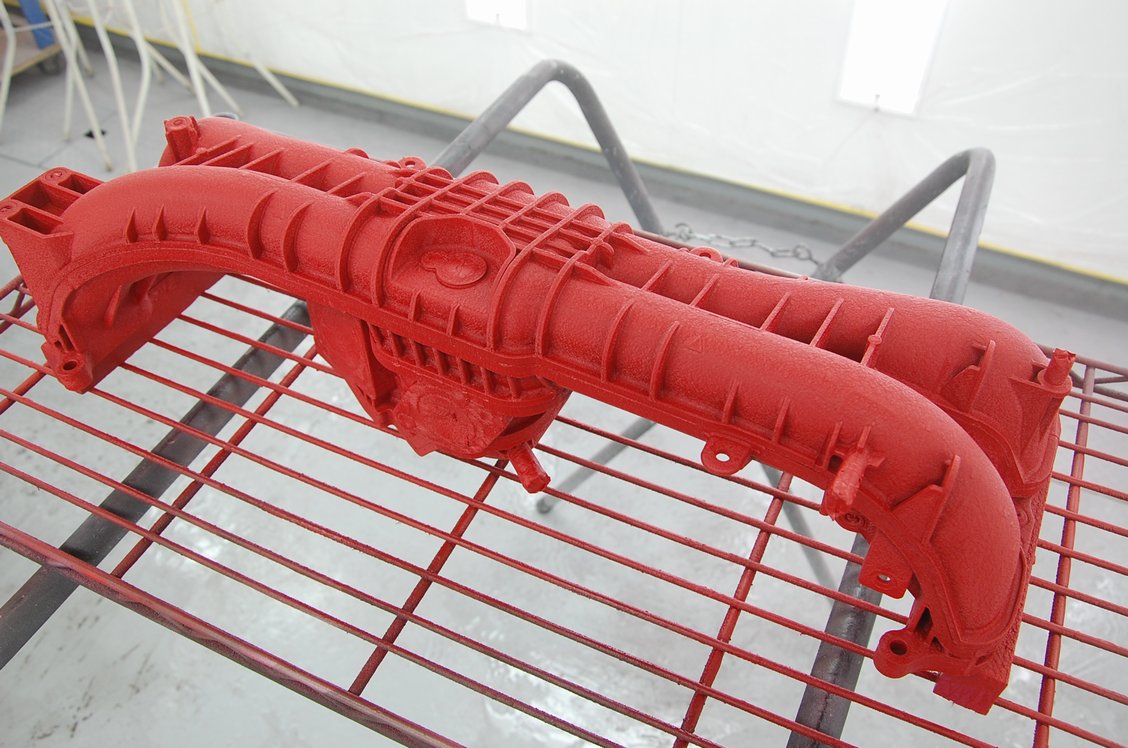
2液硬化型タイプはある一定の時間が経つと固まってしまうので、既定の時間内に使い切って器具を洗浄する必要がありますが、熱硬化型タイプの塗料はそういった事が無いので延々塗りっ放しのような大量生産のライン塗装に優れています。高温多湿な真夏では、塗装中のスプレーガンのカップの中で塗料が固まって来たなんて事が本当にありますからね(スプレーパテやサフェ、もしくは促進剤が最初から入っているDIPONTのクリアーとかはマズイです)。
それではこちらもHONDAの凸文字部を研磨して光らせ、最後にウレタンクリアーを筆で塗ったら完成となります。どうぞもう少々お待ちくださいませ!